斯沃数控仿真软件7.2(SSCNC)
v7.2.5.2 中文版大小:414 MB 更新:2023/03/20
类别:辅助设计系统:WinXP, Win7, Win8, Win10, WinAll
分类分类
大小:414 MB 更新:2023/03/20
类别:辅助设计系统:WinXP, Win7, Win8, Win10, WinAll
Swansoft SSCNC Simulator也称之为斯沃数控仿真软件,这是一款功能强大的数控仿真软件,软件支持FANUC、SINUMERIK、MITSUBISHI、PA8000、FAGOR、HEIDENHAIH、华中数控、北京凯恩帝、成都广泰、广州数控等国内外各大数控机公司下的大部分数控机型,其为用户提供了完善的控制面板以及编程功能,能够为广大教育机构、个人、企业提供完善的数控模拟方案,有需要的用户赶紧下载吧!

该软件是国内首款可自动下载和更新的数控仿真软件
第三维数控机床面板
动态旋转,缩放,移动和全屏的实时交互操作
支持ISO-1056预备功能代码(G代码),辅助功能代码(M代码)和其他命令代码
支持每个系统的自定义代码和固定循环
调用UG,PRO-E,Mastercam的CAD / CAM后置定制文件进行模拟加工
宏录制和Windows播放
录制和播放AVI文件
工件放置,夹紧
Toochange机械手,四向刀架,八通刀架
通过参考预调切割机或手动预调切割机切割组件。有冷却液,加工声波效应,铁屑等
边缘检测器,间隙规,micromete,卡钳等
采用工具和性能参数库与数据库管理
包括多种不同的工具
支持用户定义的工具功能
用于加工模型的3DM测量功能
基于切削参数的零件粗糙度测量
SWANSC G代码调试工具(简称SGD)最近由Swan NC仿真软件发布。它是一种简单有效的内置工具,可以直观,简单,快速地调用仿真NC代码。SGD帮助您快速正确地调用G代码并直观地检查每个命令的格式。使用SGD,您甚至可以检查每个G代码并在可视化的三维图形条件下检查每个相应的轨迹。
SGD支持许多数控系统的内核代码,如FANUC,SIEMENS,HUAZHONG NC,MITSUBISHI。
1.基于OPENGL,双显示器的1.3D建模。
2.动态旋转,缩放,移动,全屏,切换视图等
3.G代码解析。支持ISO-1056准备功能码(G码),辅助功能
代码(M代码)和其他指令。
4.3.5 / 4/5轴铣削仿真。
5.G代码调试工具。
6. SSCNC支持不同数控系统中的自定义代码和周期。
7.模拟由SSCNC中的UG,Pro-E,MasterCAM生成的后期处理文件。
8.Windows MACRO录制和重播。
9.操作过程(AVI)录制和重放。
10.工件设置和安装。
11.自动更换工具机,四位转塔,八位转塔
和十二位炮塔。
12.垂直和水平更换工具系统自动切换。
13.工具使用基准方法和手动方法预设。
14.加速冷却剂,声音和铁片效应。
15.测量工具:找边器,塞尺,千分尺,卡尺等。
16.管理工具和性能参数采用数据库技术。
17.嵌入SSCNC中的所有工具。支持自定义工具。
18.加工后的工件的三维尺寸测量。
19.基于粗糙度测量的刀具切削参数。
20.在线自动更新。
21.从CAD文件导入工件。
1、在本站下载并解压软件,双击安装程序“SSCNC7.2.5.2Setup.exe”进行安装。
2、选择安装语言,我们选择【简体中文】,点击【OK】。
3、进入欢迎使用Swansoft SSCNC Simulator的安装向导界面,点击【下一步】。
4、阅读斯沃数控仿真软件许可协议,点击【我接受】同意并进入下一步的安装。
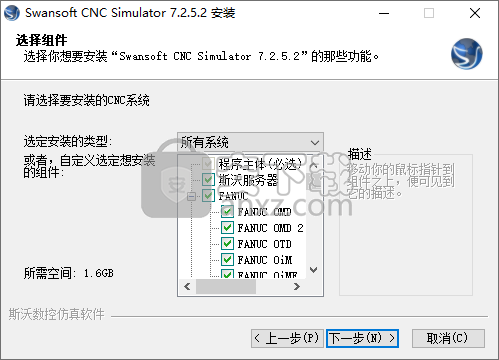
5、选择安装组件,用户可以根据需要进行选择(也可以选择默认的全选)。
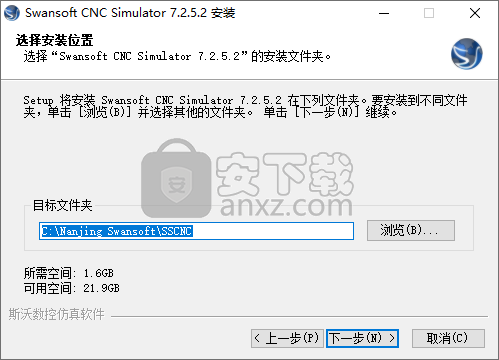
6、选择安装位置,可以选择默认的C:\Nanjing Swansoft\SSCNC,也可以自定义。
7、设置快捷方式,支持创建桌面桌面快捷方式等三个选项,一般选择默认的三个勾选。

8、安装完成后取消【运行Swansoft SSCNC Simulator】的勾选,点击【完成】。
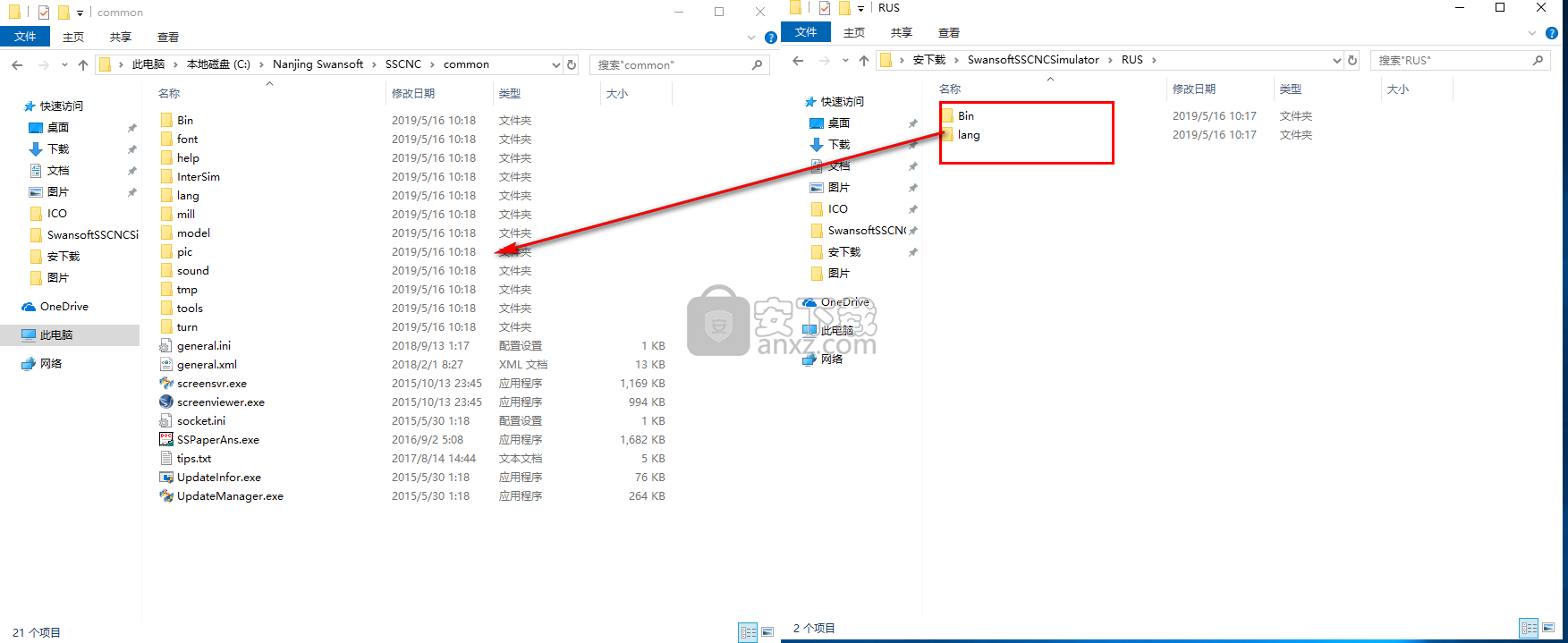
9、先不运行软件,打开解压包中的“RUS”文件夹,然后将其中的文件复制到软件安装目录下的“common”文件夹下替换原文件,默认的位置为C:\Nanjing Swansoft\SSCNC\common,若安装时更改了安装位置,请复制到对应的位置。
10、运行斯沃数控仿真软件即可进行使用。
教师机考试操作
1、打开Server →打开“考试”→“题库管理”
(1) 按“添加题库”可以建立新题库,按“重命名题库”可以更改题库名,按“删除当前题库”可以删除当前题库。
(2) 按“添加考题”出现如下界面:
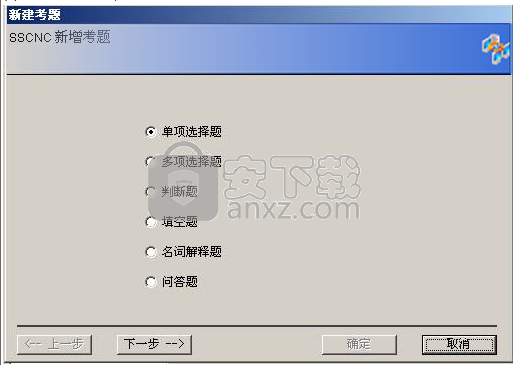
选择后按“下一步”。出现如下界面:

输入考题的标识名、分值,并可按“图片”添加考题中所需图片。按“确定”考题添加完毕。
(3) 选中一考题,按“删除考题”可将考题删除;修改考题后,按“保存考题”即完成修改。
2、打开Server →打开“考试”→“试卷管理”出现如下界面:
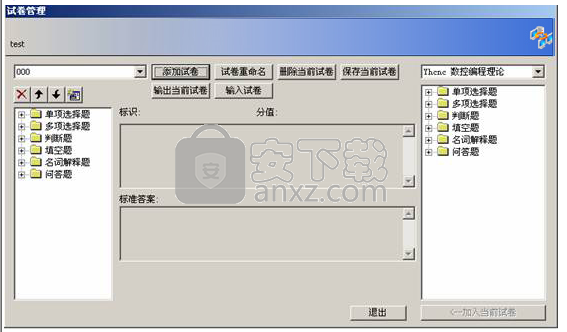
(1) 按“添加试卷”可添加新试卷,按“试卷重命名”可更改试卷名,按“删除当前试卷”可将当前试卷删除。
(2) 选择一试卷,在上图界面右侧选择所需题库中的考题,按“加入当前试卷”所选考题添加完成。
(3) 添加完所有所需考题之后,按“保存当前试卷”即完成试卷的添加。
3、打开Server →打开“考试”→“进行考试”如下界面:
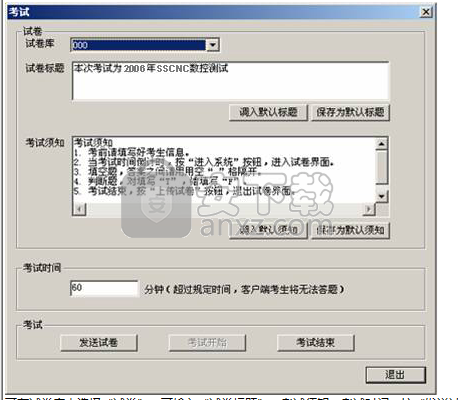
可在试卷库中选择“试卷”,可输入“试卷标题”、考试须知、考试时间,按“发送试卷”学生机可以接收到发送的试卷。按“考试开始”,学生开始考试。可按“考试结束”终止考试。
4、打开Server →打开“考试”→“考生提交试卷库”,进行试卷批阅。
(1)选中一份试卷后, 按“批阅试卷”可对学生试卷进行批阅(注:选择、判断等客观题本软件自动评分),按“删除试卷”可将选中的试卷删除。
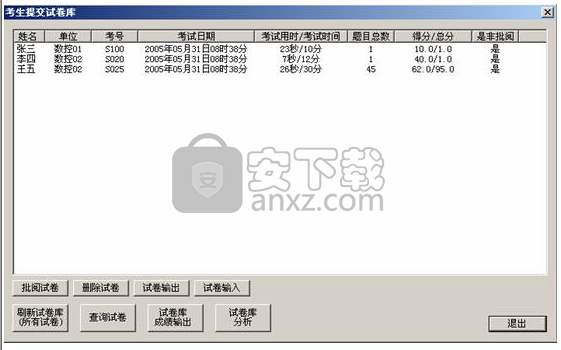
(2)点击“查询试卷”,可根据教师的需要选择不同的查询条件进行试卷查询
点击“确定”之后出现教师所要查的试卷
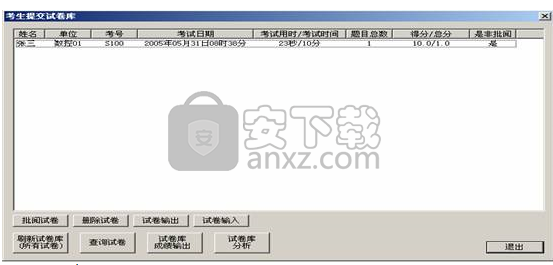
此时点击“刷新试卷库”将出现所有学生提交的试卷!
(3)点击“试卷库成绩输出”,出现如下图(保存类型可为记事本或网页格式):
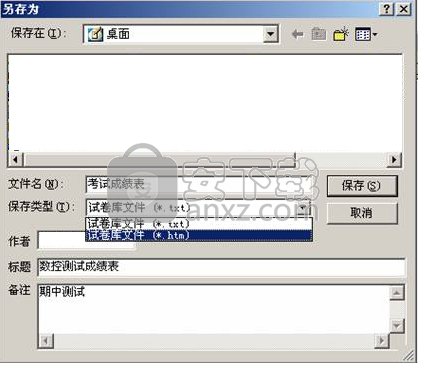
点击“保存(.htm格式)”后出现(此表可以打印):

(4)点击“试卷库分析”后出现:
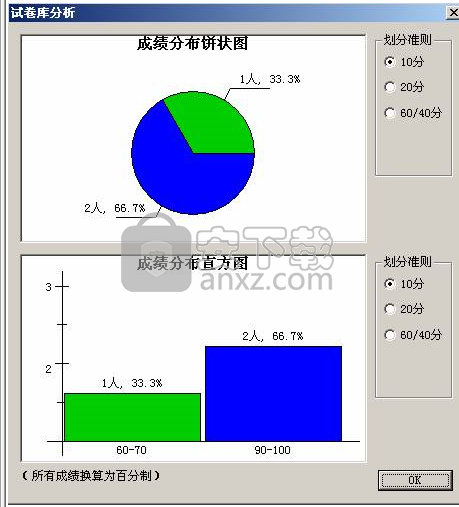
会出现各个分数段的人数及百分比!
学生机考试操作顺序
1、考生接收到试卷,出现如下界面:
按“考生信息”输入考生的姓名、单位、考号。获得指令后,按“进入系统”开始考试。
2、答题完毕,按“提交试卷”完成考试。
坐标变换
一旦轮廓已经被编程,可以通过使用坐标变换来定位不同位置的工件,并且可以缩放大小。可用于下面的循环:
●原点偏移(G54)
●镜像(G28)
●旋转(G73)
●缩放(G72)
原始轮廓必须标注在零件程序作为子程序或程序段。
坐标变换一旦定义一直有效,直到被改变或者取消保持有效。
取消方式:坐标变换可以通过以下方式被取消
●定义一个循环的基本参数值(例如缩放比例系数)
●执行辅助功能例如M02、M30或者N99999%...程序段(机床参数有关)
●选择一个新程序
(坐标转换)
原点偏移(G54)
应用
原点偏移允许工件上的各个位置进行重复加工操作。
激活
当原点偏移被定义后,所有的坐标系数据都基于新的原点,原点偏移将在附加状态栏显示。
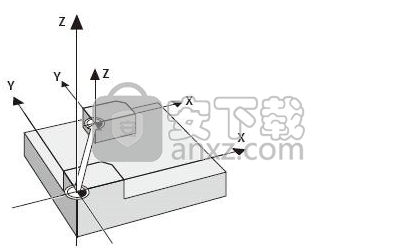
(激活原点偏移)
输入数据
对于原点偏移,需要输入一个新的原点坐标(0点设置),绝对坐标值以手动设置的原点为参考,相对坐标值以上一次设置的有效值为参考。
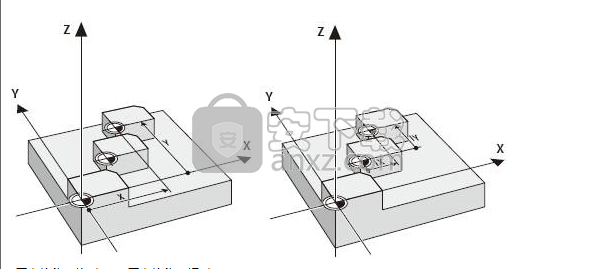
(原点偏移:绝对) (原点偏移:相对)
取消方式:原点偏移可以通过在坐标设置里面输入X=0、Y=0、Z=0被取消
例子:
(原点偏移)
子程序加工程序的顺序被执行两次
第一次,以设定的原点为参考X+0/Y+0
第二次,以偏移原点为参考X+40/Y+60
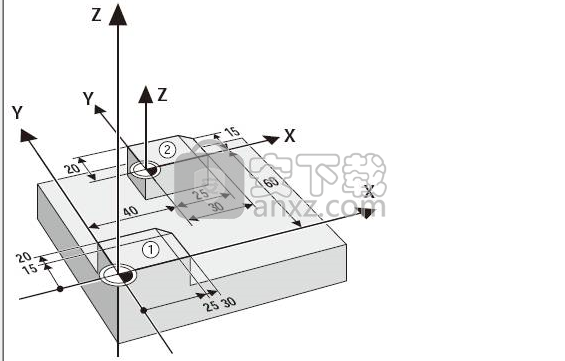
(原点偏移例子图)
主程序:
%S840I G71*.......................................................................................程序开头
N10 G30 G17 X+0 Y+0 Z-20*...........................................................定义工件毛坯尺寸
N20 G31 X+100 Y+100 Z+0*
N30 G99 T1 L+0 R+4*.......................................................................定义刀具
N40 T1 G17 S1500*...........................................................................调用刀具
N50 G00 G40 G90 Z+100*
N60 L1,0*...........................................................................................调用子程序一次原点不偏移
N70 G54 X+40 Y+60*
N80 L1,0*...........................................................................................调用子程序一次原点偏移
N90 G54 X+0 Y+0*..............................................................................取消原点偏移
N100 Z+100 M02*
N110 G98 L1*
.
.
N230 G98 L0*
N99999 %S840I G71*
子程序:
N110 G98 L1*
N120 X-10 Y-10 M03*
N130 Z+2*
N140 G01 Z-5 F200*
N150 G41 X+0 Y+0*
N160 Y+20*
N170 X+25*
N180 X+30 Y+15*
N190 Y+0*
N200 X+0*
N210 G40 X-10 Y-10*
N220 G00 Z+2*
N230 G98 L0*
镜像(G28)
应用
这个循环可以在加工平面进行轮廓镜像。
激活
当镜像循环指令被定义后,镜像轴将在附加状态栏显示。
●如果一个轴被镜像,加工刀具的方向将反转(固定循环除外)
●如果两个轴被镜像,加工方向保持不变
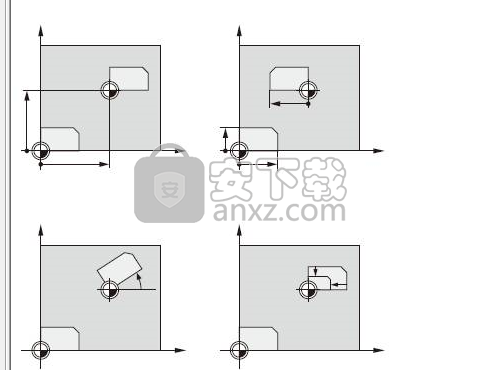
结果依据原点的位置
●如果原点位置在需要镜像轮廓上,工件进行简单反转即可
●如果原点位置不在需要镜像轮廓上,工件将会跳至另外一侧位置
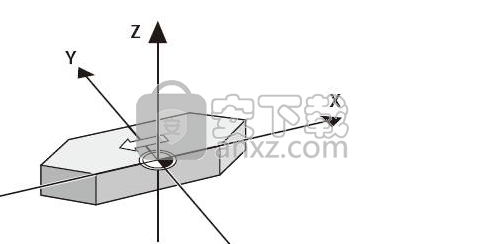
(在轮廓上镜像)
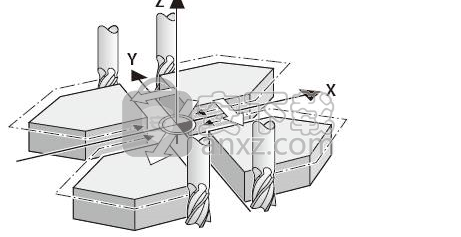
(整个轮廓镜像)
例子:镜像
程序:
%S844I G71*.................................................................................程序开头
N10 G30 G17 X+0 Y+0 Z-20*......................................................定义工件毛坯尺寸
N20 G31 X+100 Y+100 Z+0*
N30 G99 T1 L+0 R+4*..................................................................定义刀具
N40 T1 G17 S1500*......................................................................调用刀具
N50 G00 G40 G90 Z+100*
N60 L1,0*.......................................................................................不镜像
N70 G54 X+70 Y+60*.....................................................................设置原点偏移
N80 G28 X*.....................................................................................激活镜像功能
N90 L1,0*.......................................................................................原点偏移和镜像
N100 G28*........................................................................................取消镜像
N110 G54 X+0 Y+0*........................................................................取消原点偏移
N120 Z+100 M02*
N130 G98 L1*
.
N250 G98 L0*
N99999 %S844I G71*
子程序:
N110 G98 L1*
N120 X-10 Y-10 M03*
N130 Z+2*
N140 G01 Z-5 F200*
N150 G41 X+0 Y+0*
N160 Y+20*
N170 X+25*
N180 X+30 Y+15*
N190 Y+0*
N200 X+0*
N210 G40 X-10 Y-10*
N220 G00 Z+2*
N230 G98 L0*
旋转(G73)
应用
此循环可以对加工平面中当前设置的原点坐标系进行旋转。
激活
旋转一旦定义功能就被激活,此循环也影响手动输入位置模式。
以参考轴来旋转角度
●X/Y 平面 X轴
●Y/Z 平面 Y轴
●Z/X 平面 Z轴
被激活的旋转角度将在附加状态栏显示。
输入数据
旋转角度以度(°)为单位来输入。
输入范围:-360°至+360°(绝对或者相对)。
取消方式
旋转角度输入为0°的时候旋转功能取消。
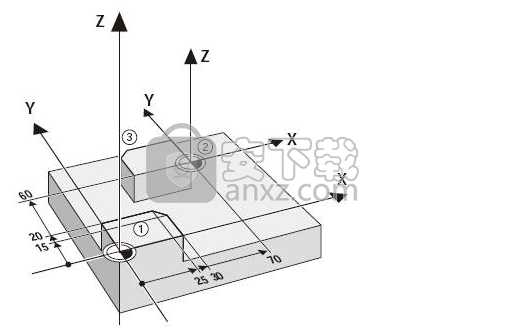
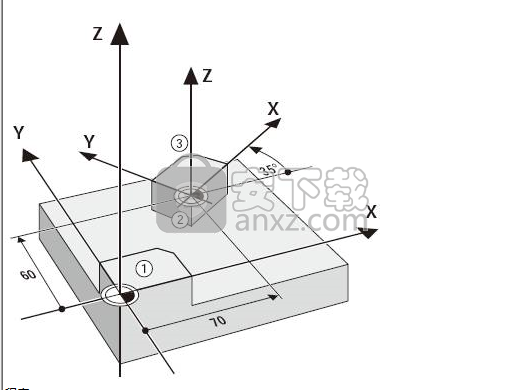
例子:旋转
先执行以X+0/Y+0为参考原点的轮廓子程序,然后在执行X+70/Y+60的位置做35°的旋转。
程序:
%S846I G71*.................................................................................程序开头
N10 G30 G17 X+0 Y+0 Z-20*......................................................定义工件毛坯尺寸
N20 G31 X+100 Y+100 Z+0*
N30 G99 T1 L+0 R+4*..................................................................定义刀具
N40 T1 G17 S1500*......................................................................调用刀具
N50 G00 G40 G90 Z+100*
N60 L1,0*.......................................................................................不旋转
N70 G54 X+70 Y+60*.....................................................................设置原点偏移
N80 G73 G90 H+35*.......................................................................激活旋转功能
N90 L1,0*.......................................................................................原点偏移和旋转
N100 G73 G90 H+0*........................................................................取消旋转
N110 G54 X+0 Y+0*........................................................................取消原点偏移
N120 Z+100 M02*
N130 G98 L1*
.
N250 G98 L0*
N99999 %S846I G71*
子程序:
N110 G98 L1*
N120 X-10 Y-10 M03*
N130 Z+2*
N140 G01 Z-5 F200*
N150 G41 X+0 Y+0*
N160 Y+20*
N170 X+25*
N180 X+30 Y+15*
N190 Y+0*
N200 X+0*
N210 G40 X-10 Y-10*
N220 G00 Z+2*
N230 G98 L0*
缩放(G72)
应用
G72用于在程序中放大或缩小轮廓的尺寸,能使编程量压缩给编程留有超大空间。
激活
缩放指令在程序中一旦被定义即被激活使用。
缩放功能应用于以下几个方面:
●在加工平面时,或者三轴联动加工时
●用于循环编程中的轮廓尺寸
●用于平行轴加工U、V、W
输入数据
此循环需要输入缩放比例F来定义,缩放的是坐标和半径。
放大:F>1(最大至99.999999)
还原:F<1(最小至0.000001)
取消方式
若要取消缩放功能,在缩放比例循环编程中F值为1即可。
先决条件
在轮廓放大或还原之前,建议在轮廓的边缘或者拐角处先设置原点。
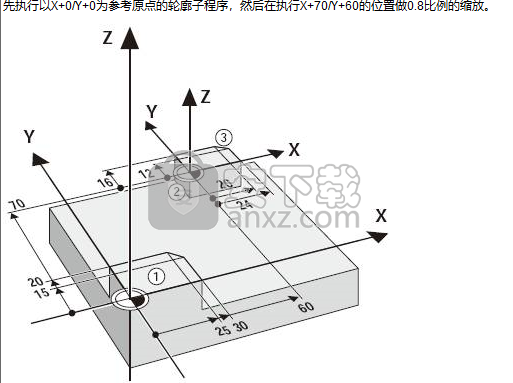
例子:缩放
先执行以X+0/Y+0为参考原点的轮廓子程序,然后在执行X+70/Y+60的位置做0.8比例的缩放。
程序:
%S847I G71*.................................................................................程序开头
N10 G30 G17 X+0 Y+0 Z-20*......................................................定义工件毛坯尺寸
N20 G31 X+100 Y+100 Z+0*
N30 G99 T1 L+0 R+4*..................................................................定义刀具
N40 T1 G17 S1500*......................................................................调用刀具
N50 G00 G40 G90 Z+100*
N60 L1,0*.......................................................................................不缩放,原始尺寸
N70 G54 X+70 Y+60*.....................................................................设置原点偏移
N80 G72 F0.8*................................................................................激活缩放功能
N90 L1,0*.......................................................................................原点偏移和旋转
N100 G72 F1*..................................................................................取消比例缩放
N110 G54 X+0 Y+0*........................................................................取消原点偏移
N120 Z+100 M02*
N130 G98 L1*
.
.
N250 G98 L0*
N99999 %S847I G71*
子程序:
N110 G98 L1*
N120 X-10 Y-10 M03*
N130 Z+2*
N140 G01 Z-5 F200*
N150 G41 X+0 Y+0*
N160 Y+20*
N170 X+25*
N180 X+30 Y+15*
N190 Y+0*
N200 X+0*
N210 G40 X-10 Y-10*
N220 G00 Z+2*
N230 G98 L0*
包小盒 辅助设计66.77 MB2.0.43
详情mapgis10.3中文(数据收集与管理工具) 辅助设计168.66 MB附安装教程
详情女娲设计器(GEditor) 辅助设计0.72 MBv3.0.0.1 绿色版
详情iMindQ(思维导图软件) 辅助设计89.78 MBv8.1.2 中文
详情Altair Embed(嵌入式系统开发工具) 辅助设计598.88 MBv2019.01 附带安装教程
详情avizo 2019.1(avizo三维可视化软件) 辅助设计2232 MB附安装教程
详情ChemOffice 2017 辅助设计372.88 MB附带安装教程
详情绘图助手 v1.0 辅助设计0.38 MB
详情ChemOffice Suite 2019 辅助设计520.13 MBv19.0.0.22 附带安装教程
详情LINGO15.0完美 辅助设计80.71 MB附带安装教程
详情adobe indesign cc 2018(页面与版面设计工具) 辅助设计495.88 MB绿色
详情maplesoft maple 2019 64位中文 辅助设计1823 MB附安装教程
详情LINGO17.0 辅助设计97.18 MB附安装教程
详情DipTrace(PCB设计工具) 32/64位 辅助设计336.55 MBv9.0.2236
详情CAD查看编辑 ABViewer Enterprise v11.0.2 中文 辅助设计92.00 MB
详情chemoffice suite 2018 辅助设计521.88 MBv18.1.0.535 附带安装教程
详情PVElite 2017(压力容器与热交换器设计分析评估工具) 辅助设计501.55 MB附带安装教程
详情NiceLabel pro 6注册机 辅助设计1.31 MB附安装教程
详情CutMaster2D Pro(钣金切割工具) 辅助设计11.4 MBv1.5.0
详情flaresim 6(工业火炬模拟分析软件) 辅助设计226.88 MBv6.0.0.64 免费版
详情南方cass 辅助设计65.9 MBv9.1 32位/64位
详情AutoCAD 2007 简体中文免激活版 辅助设计550.00 MB
详情Auto CAD 2015 简体中文精简注册版 辅助设计366.00 MB
详情迈迪工具集 辅助设计211.0 MBv6.0
详情AutoCAD 2017 简体中文精简优化版 辅助设计400.00 MB
详情OriginLab OriginPro2018中文 辅助设计493.0 MB附带安装教程
详情originlab origin 2019中文 32位64位 辅助设计501.0 MB附带安装教程
详情斯沃数控仿真软件7.2(SSCNC) 辅助设计414 MBv7.2.5.2 中文版
详情mathworks matlab R2010b 辅助设计3820 MB附安装教程
详情犀牛软件(rhinoceros) 辅助设计114 MB5.0 中文免费版
详情origin(函数绘图工具) 辅助设计88.0 MBv8.5
详情keyshot6 辅助设计1024 MBv6.0 中文
详情CAXA CAD 电子图板 2015(32/64位) 辅助设计966 MBv15.0.0.5751 附安装教程
详情刻绘大师(去加密狗) 辅助设计398.1 MBv6.27 完美
详情originlab originpro 2019b 32位64位 辅助设计1577 MB附带安装教程
详情pkpm2010 辅助设计1526 MB64位/32位简体中文版
详情mindjet mindmanager 2019中文 辅助设计307.5 MBv19.0 32/64位
详情caxa线切割win7专用版 辅助设计83.7 MB
详情Autodesk 123d design 辅助设计371.3 MBv2.1 64位中文版
详情圆方家居设计软件 辅助设计124.82 MBv9.0 免费版
详情Systat Peakfit(谱峰拟合软件) 辅助设计8.58 MBv4.12 (附带激活码)
详情包小盒 辅助设计66.77 MB2.0.43
详情实用的各种表格 辅助设计0 MB
详情Auto CAD 2015 简体中文精简注册版 辅助设计366.00 MB
详情AutoCAD 2007 简体中文免激活版 辅助设计550.00 MB
详情AutoCAD 2017 简体中文精简优化版 辅助设计400.00 MB
详情SmartDraw 7.70 Suite Edition 汉化零售版 辅助设计46.00 MB
详情刻绘大师(去加密狗) 辅助设计398.1 MBv6.27 完美
详情跨带坐标换算 坐标换带计算 v3.0 注册版 辅助设计4.00 MB
详情实用五金手册2009 辅助设计0.21 MB
详情