丁香数控仿真软件
v1.0 绿色版大小:2.14 MB 更新:2019/03/11
类别:机械电子系统:WinXP, Win7, Win8, Win10, WinAll
分类分类
大小:2.14 MB 更新:2019/03/11
类别:机械电子系统:WinXP, Win7, Win8, Win10, WinAll
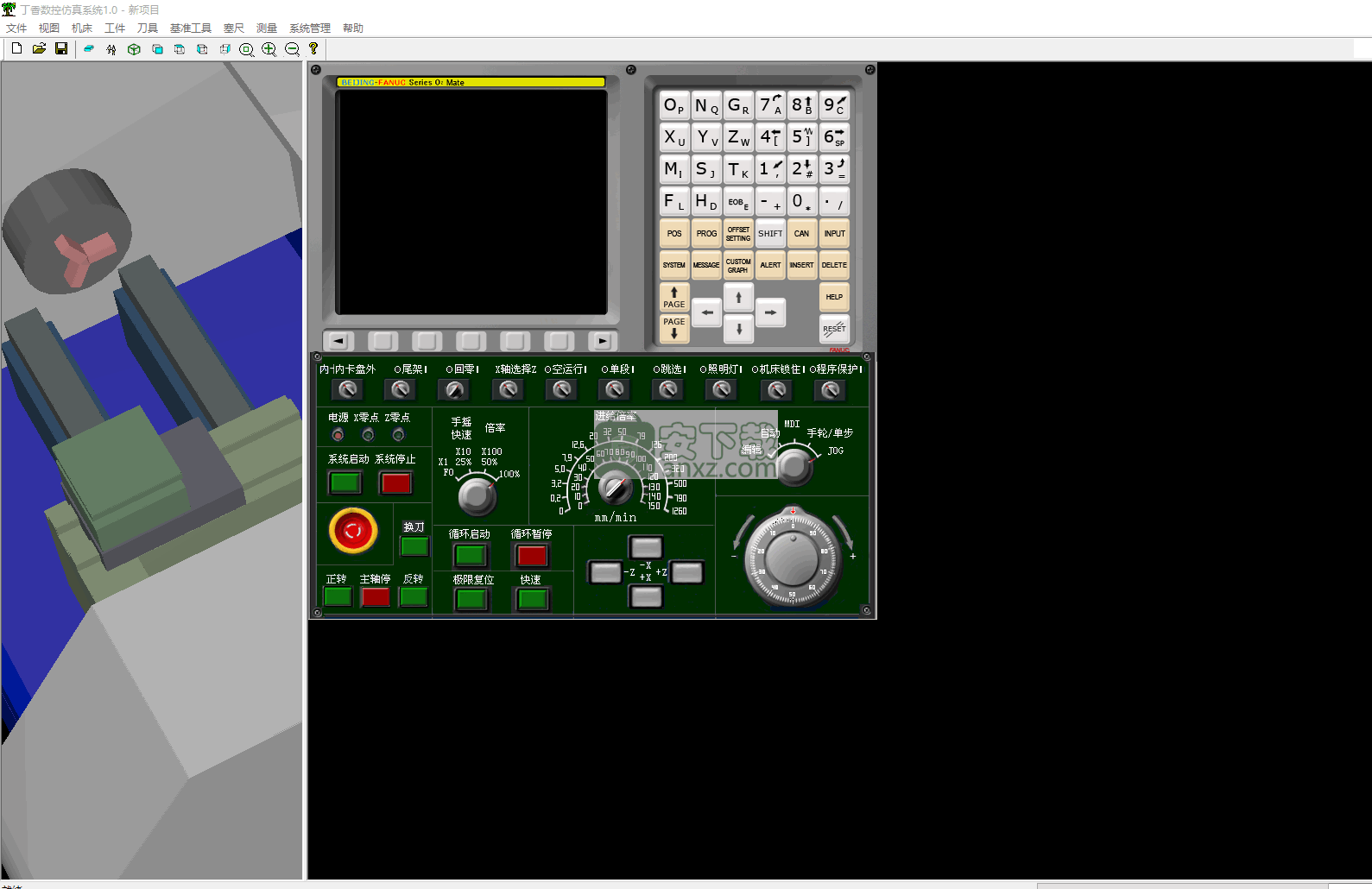
丁香数控仿真软件是一款模拟真实数控机床操作软件,该软件主要针对数控机床模式操作而开发,提供与实际相符的机床控制面板,用户在软件上操作的图标以及数据比例与实物操作相同,软件为用户提供丰富的工具栏功能按钮,提供与实际同比例的仿真动画窗口,同比例的机床操作面板,在程序中支持将机床操作面板分成两部分,分为数控操作面板,机床操作面板,该软件非常适合该专业的学生学习数控技术,老师也可以通过该软件给学生讲解数控操作编程技术,需要的用户可以下载体验
支持M98子程序调用 及从子程序返回M99, 如下图所示
调用子程序的格式
M98 Pxxnnnn
xx:重复调用次数
nnnn:被调用的子程序号
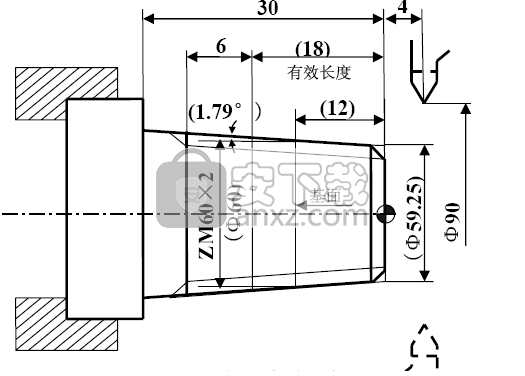
支持G76螺纹切削复合循环,如下图
加工螺纹为ZM60×2,工件尺寸见图3.3.38,其中括弧内尺寸根据标准得到
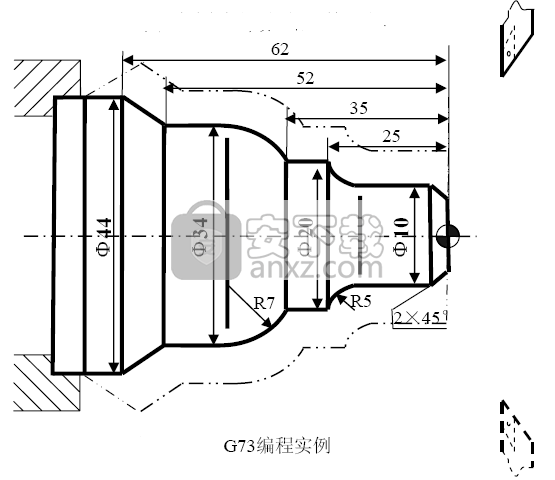
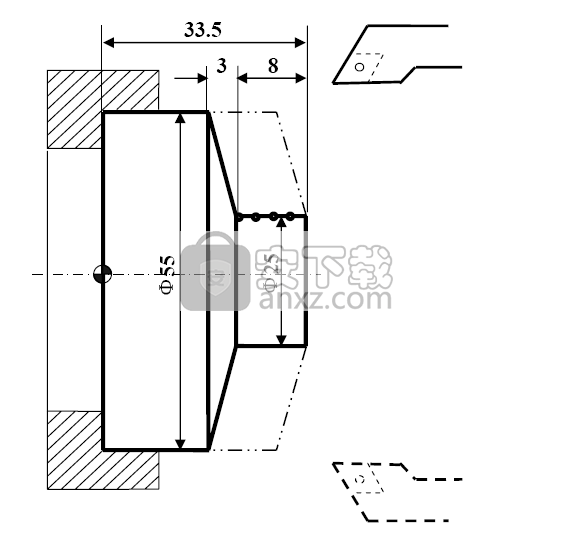
支持G73仿形切削复合循环,如下图
设切削起始点在A(60,5);X、Z 方向粗加工余量分别为3mm、0.9mm;
粗加工次数为3;X、Z 方向精加工余量分别为0.6mm、0.1mm。其中点划线部分为工件毛坯
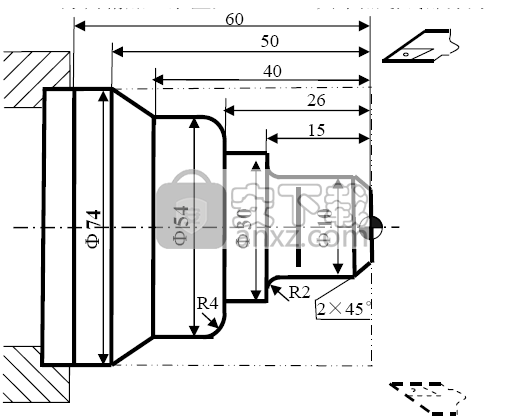
支持G72端面粗车复合循环,如下图
要求循环起始点在A(80,1),切削深度为1.2mm。退刀量为1mm,X 方向精加工
余量为0.2mm,Z 方向精加工余量为0.5mm,其中点划线部分为工件毛坯
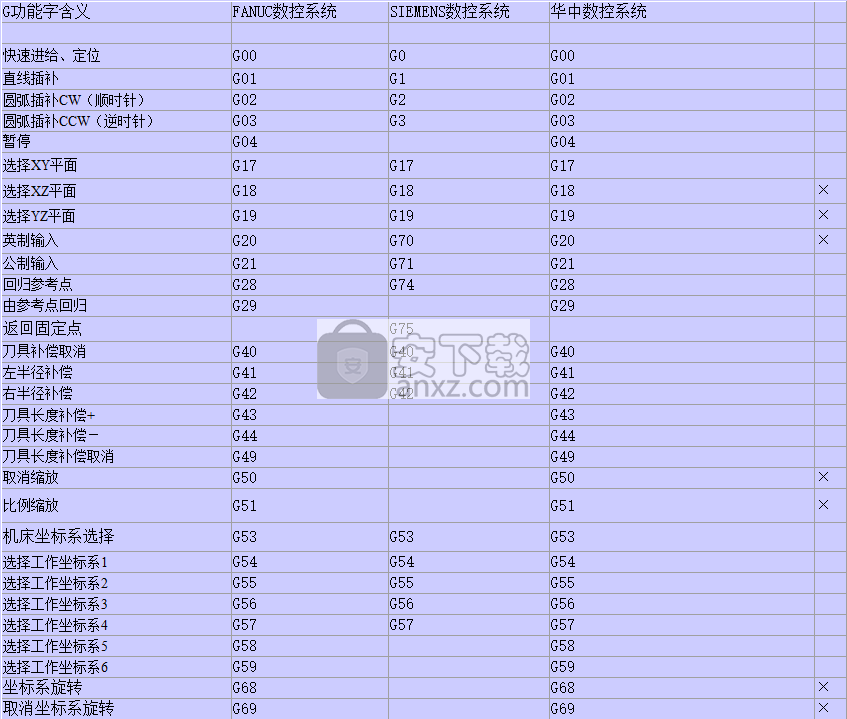
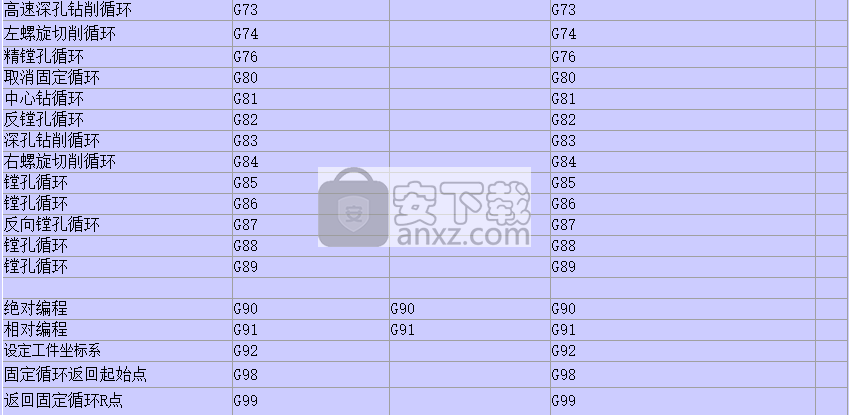
三大数控系统G代码快速通读
一、数控车床系统G代码
×为本软件中不能用现象表达的指令


二、数控铣床系统G代码
×为本软件中不能用现象表达的指令
G92螺纹切削循环指令编程,如下图 (毛坯外形已加工完成)
编程如下:
O9006
N1 G54 G00 X35 Z104 (选定坐标系G55,到循环起点)
N2 M03 S300 (主轴以300r/min 正转)
N3 G92 X29.2 Z18.5 F3(第一次循环切螺纹,切深0.8mm)
N4 X28.6 (第二次循环切螺纹,切深0.4mm)
N5 X28.2(第三次循环切螺纹,切深0.4mm)
N6 X28.04 (第四次循环切螺纹,切深0.16mm)
N7 M30 (主轴停、主程序结束并复位)
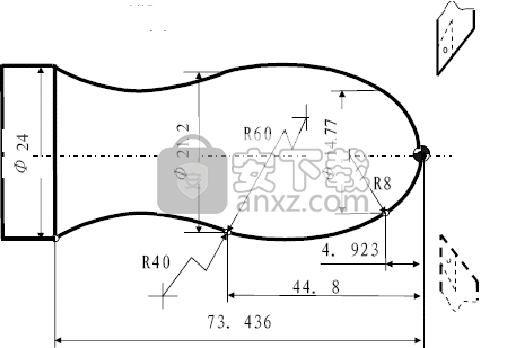
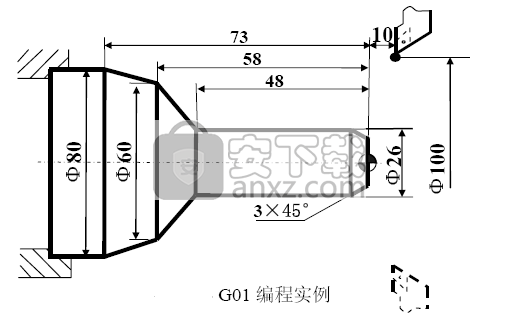
1、G01直线插补指令编程,如下图 所示
安装装仿形工件
请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)

2、导入仿形工件: \安装目录\WorkP\LATH\9001.wrk,编程如下:
O9001
N10 G50 X100 Z10 (设立坐标系,定义对刀点的位置)
N20 G00 X16 Z2 M03 (移到倒角延长线,Z 轴2mm 处)
N30 G01 U10 W-5 G98 F120 (倒3×45°角)
N40 Z-48 (加工Φ26 外圆)
N50 U34 W-10 (切第一段锥)
N60 U20 Z-73 (切第二段锥)
N70 X90 (退刀)
N80 G00 X100 Z10 (回对刀点)
N90 M05 (主轴停)
N100 M30 (主程序结束并复位)
3、G02/G03圆弧插补指令编程,如下图
安装装仿形工件
请设置安装装仿形工件,各点坐标参考如下(X向余量3mm)
4、或导入仿形工件: \安装目录\WorkP\LATH\9002.wrk
编程如下:
O9002
N10 G50 X40 Z5(设立坐标系,定义对刀点的位置)
N20 M03 S400 (主轴以400r/min旋转)
N25 G50 S1000 (主轴最大限速1000r/min旋转)
N30 G96 S80 (恒线速度有效,线速度为80m/min)
N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)
N50 G01 Z0 G98 F60 (工进接触工件)
N60 G03 U24 W-24 R15 (加工R15 圆弧段)
N70 G02 X26 Z-31 R5 (加工R5 圆弧段)
N80 G01 Z-40 (加工Φ26 外圆)
N90 X40 Z5 (回对刀点)
N100 G97 S300 (取消恒线速度功能,设定主轴按300r/min 旋转)
N110 M30 (主轴停、主程序结束并复位)
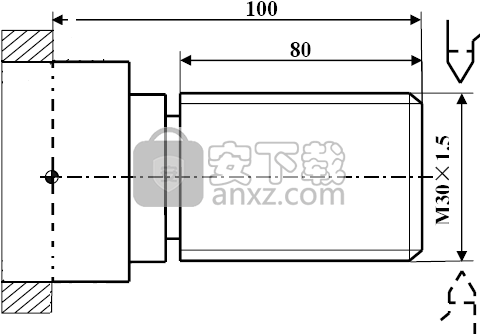
5、G32螺纹切削指令编程 如下图
格式:G32 X(U)__Z(W)__F__
说明:

X、 Z: 为绝对编程时,有效螺纹终点在工件坐标系中的坐标;
U、W: 为增量编程时,有效螺纹终点相对于螺纹切削起点的位移量;
F: 螺纹导程,即主轴每转一圈,刀具相对于工件的进给值;
使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。
安装装仿形工件
请设置安装装仿形工件,各点坐标参考如下(X向余量3mm)

6、或导入仿形工件: \安装目录\WorkP\LATH\9003.wrk
上图,螺纹导程为1.5mm,
δ =1.5mm, δ ′ =1mm ,每次吃刀量(直径值)分别为
0.8mm、0.6 mm 、0.4mm、0.16mm、
编程如下:
O9003
N10 G50 X50 Z120 (设立坐标系,定义对刀点的位置)
N20 M03 S300 (主轴以300r/min旋转)
N30 G00 X29.2 Z101.5(到螺纹起点,升速段1.5mm,吃刀深0.8mm)
N40 G32 Z19 F1.5 (切削螺纹到螺纹切削终点,降速段1mm)
N50 G00 X40 (X轴方向快退)
N60 Z101.5 (Z轴方向快退到螺纹起点处)
N70 X28.6 (X轴方向快进到螺纹起点处,吃刀深0.6mm)
N80 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)
N90 G00 X40 (X轴方向快退)
N100 Z101.5 (Z轴方向快退到螺纹起点处)
N110 X28.2 (X轴方向快进到螺纹起点处,吃刀深0.4mm)
N120 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)
N130 G00 X40 (X轴方向快退)
N140 Z101.5 (Z轴方向快退到螺纹起点处)
N150 U-11.96 (X轴方向快进到螺纹起点处,吃刀深0.16mm)
N160 G32 W-82.5 F1.5 (切削螺纹到螺纹切削终点)
N170 G00 X40 (X轴方向快退)
N180 X50 Z120 (回对刀点)
N190 M05 (主轴停)
N200 M30 (主程序结束并复位)
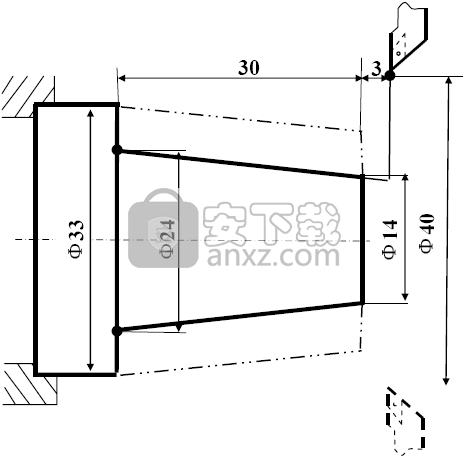
7、G90外圆固定循环指令编程,如下图
点画线代表毛坯。
编程如下:
O9004
G50 X40 Z3 (设立坐标系,定义对刀点的位置)
M03 S400 (主轴以400r/min 旋转)
G90 X30 Z-30 I-5.5 G98 F100 (加工第一次循环,吃刀深3mm)
X27 (加工第二次循环,吃刀深3mm)
X24 (加工第三次循环,吃刀深3mm)
M30 (主轴停、主程序结束并复位)
8、G94端面固定循环指令编程,如下图
点画线代表毛坯。
编程如下:
O9005
N1 G54 G90 G00 X60 Z45 M03(选定坐标系,主轴正转,到循环起点)
N2 G94 X25 Z31.5 K-3.5 G98 F100 (加工第一次循环,吃刀深2mm)
N3 X25 Z29.5 K-3.5 (每次吃刀均为2mm,)
N4 X25 Z27.5 K-3.5 (每次切削起点位,距工件外圆面5mm,故K 值为-3.5)
N5 X25 Z25.5 K-3.5 (加工第四次循环,吃刀深2mm)
N6 M05 (主轴停)
N7 M30 (主程序结束并复位)
硬件要求:CPU:1.7G以上 内存256M,显示器17寸。
显示属性设置:分辨率1024×768、小字体(正常尺寸)显示。
版本说明:1.0版 含FANUC、华中数控系统。
wincc7.0 SP3中文版 机械电子5100 MB1.0
详情AVL Workspace Suite 2016 机械电子4557 MB2016
详情ANSYS Electronics Desktop 19 机械电子5243 MB19.2
详情ANSYS Products 19.0 机械电子8960 MB19.0
详情Ansys15.0 32&64位 机械电子339.74 MB15.0
详情Zuken E3.series 2019 P3中文 机械电子6656 MBv20.03 附带安装教程
详情VERICUT7.2 机械电子888 MB附安装教程
详情altium designer 13 机械电子2929 MB附安装教程
详情MSC Marc 2014.0 机械电子980 MB附安装教程
详情GibbsCAM2017 中文 机械电子1198 MBv12.0 中文
详情fti forming suite 2020中文 机械电子600.88 MB附安装教程
详情Autodesk Simulation CFD 2015中文 机械电子1393 MB附安装教程
详情MSC SimXpert 2016 机械电子2099 MB附安装教程
详情advanced design system 2021 机械电子2212 MB附安装教程
详情FluidSIM(液压气动仿真软件) 机械电子32.2 MBv3.6 中文
详情PTC Creo 7.0.3 x64中文 机械电子4966 MB附安装教程
详情Sigmadyne SigFit(光机热耦合分析工具) 机械电子484.0 MBv2020R1e 免费版
详情Cadence Sigrity 2017 机械电子2468 MB附安装教程
详情MSC SCFLOW v14 64位 机械电子4219 MB附安装教程
详情siemens solid edge 2021中文 机械电子3645 MB附安装教程
详情ANSYS Products 19.0 机械电子8960 MB19.0
详情Eplan electric P8 2.7完美 机械电子1024 MB附安装教程
详情ptc creo 6.0下载 机械电子6031 MB简体中文版
详情WinCC flexible 机械电子3686 MBv2008 SP4免费版
详情Ansys15.0 32&64位 机械电子339.74 MB15.0
详情ansys hfss15(三维电磁仿真软件) 机械电子820 MB附安装教程
详情ANSYS 17.0 64位 机械电子8120 MB附安装教程
详情KISSsoft2016中文 机械电子475 MB附安装教程
详情VERICUT v8.0 机械电子2345 MB
详情Advanced Design System 2020 机械电子2068 MB附安装教程
详情Altium Designer 9中文 机械电子1812 MB附安装教程
详情synopsys hspice 2016 机械电子521 MB附安装教程
详情Mastercam 2021(CAM软件) 机械电子1577 MBv23.0.12664.0 (附安
详情FluidSIM(液压气动仿真软件) 机械电子32.2 MBv3.6 中文
详情CAM350 机械电子230 MBv10.7 中文
详情诺诚NC转换器 机械电子13.75 MBv6.1
详情Cadence17.2 机械电子3092 MB附安装教程
详情ANSYS 16.0 机械电子12001 MB附安装教程
详情ptc creo6.0文件 机械电子1.41 MB附使用方法
详情Ansys14.032&64位 机械电子13455 MB附安装教程
详情Wecon PLC Editor(维控PLC编程软件) 机械电子101 MBv1.3.3U 官方版
详情Proteus Pro(电路仿真软件) 机械电子86.9 MBv7.8 汉化
详情keysight genesys 机械电子1833 MBv2018 中文
详情立创EDA电路设计软件 机械电子34.2 MBv2.0.0.0 官方版
详情配电测控终端软件 机械电子17.6 MB1.0 免费版
详情FlashPrint(闪铸切片软件) 机械电子54.8 MBv3.25.0 官方版
详情Motor CAD(电机热设计分析软件) 机械电子144 MBv11.1.5
详情altium designer 13 机械电子2929 MB附安装教程
详情pads2007 机械电子588 MB附安装教程
详情Ansys15.0 32&64位 机械电子339.74 MB15.0
详情